
�e�X�g�s�[�X�ɂ�鉖�����ˋ@��������
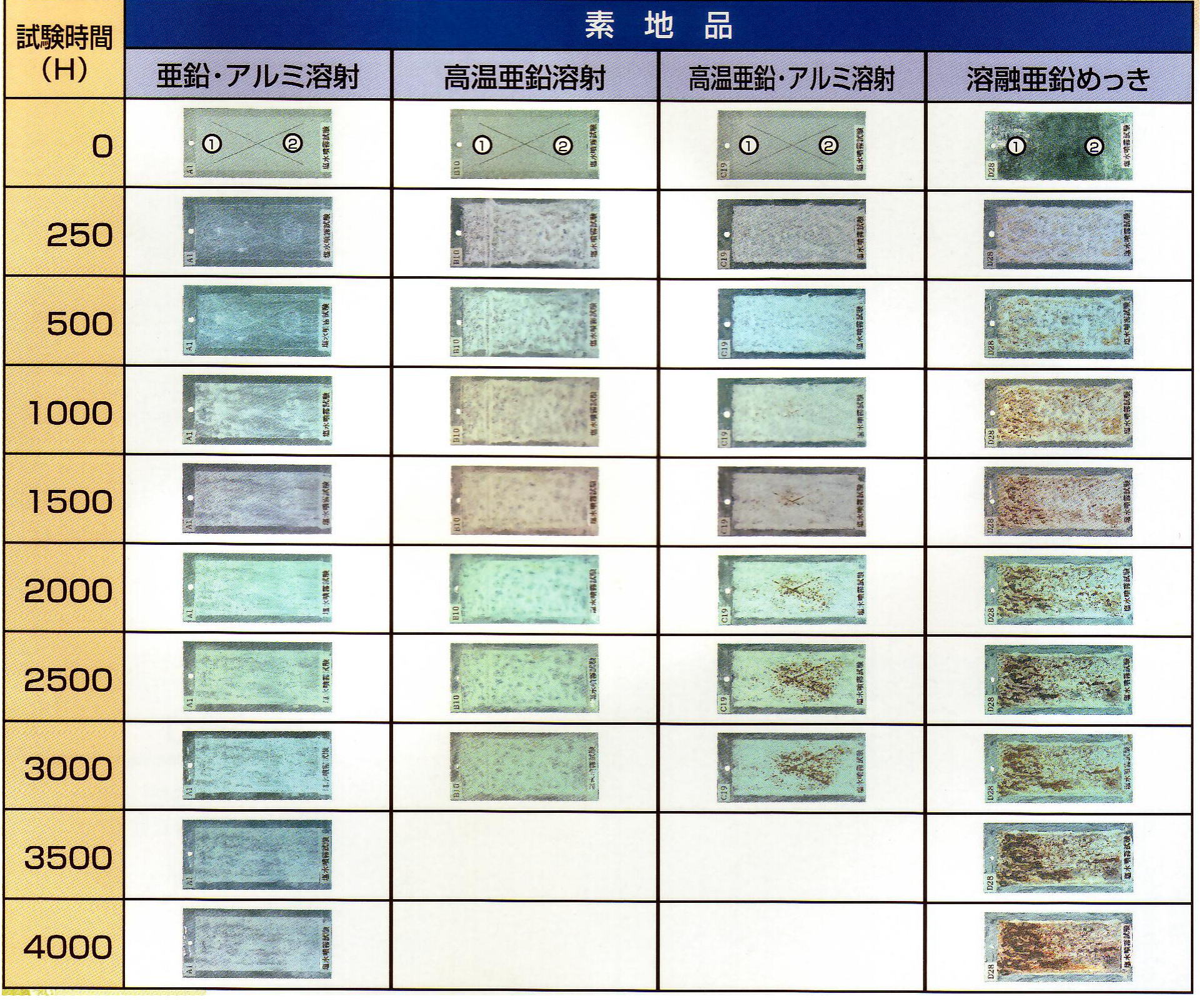
�������Ԃ��Ƃ̃e�X�g�s�[�X�̏��(�O�ώʐ^)
��������Ѓ_�C�w���@�z�d�@�펖�ƕ��@�f�[�^
| �n�ˎ�� | �����E�A���~�n��(��) | ���������n�� (JIS H 8300 ZS100) |
���������E�A���~�n��(��) | �n�Z�������b�L (JIS H 864 HDZ45) |
||||
| �����ԍ� | A1 | B10 | C19 | D28 | ||||
| ���̖��� | 100 | 120 | 100 | 63 | ||||
| ����� | ����_ | ����_ | ����_ | ����_ | ||||
| �@ (��m) | �A (��m) | �@ (��m) | �A (��m) | �@ (��m) | �A (��m) | �@ (��m) | �A (��m) | |
| 1 | 98 | 112 | 153 | 172 | 80 | 93 | 105 | 88 |
| 2 | 104 | 136 | 165 | 156 | 64 | 88 | 101 | 98 |
| 3 | 89 | 105 | 179 | 184 | 94 | 68 | 110 | 93 |
| 4 | 91 | 116 | 151 | 170 | 94 | 90 | 105 | 87 |
| 5 | 104 | 120 | 161 | 172 | 90 | 81 | 97 | 85 |
| 5�� | 97.2 | 117.8 | 161.8 | 170.8 | 84.4 | 84 | 103.6 | 90.2 |
| �]�������@���� | ���������� | �K�p�K�i����ю������@ | �]��� | �]������ | ||
| �`�� | �h���L�� | |||||
| ��Ֆڎ��� | �e�X�g�s�[�X | �� | JIS H 8305 �u�����E�A���~�j�E�������n�ˁv �@�����������@��Ֆڐ�25(5�~5) ��Ֆ�3mm�p |
��Ֆڂ̎c����25/25 | ��Ֆڂ̎c����25/2 | �� |
| �ϏՌ������� | �e�X�g�s�[�X | �� | JIS K 5400 �u�h����ʎ������@�v �ϏՌ�������(�f���|����) |
�ЂсA����A������̖������� | �ЂсA����A�����ꖳ�� | �� |
�������������@�e�X�g�s�[�X�@�����f�[�^
(�K�p JIS K 5600)
�������������ԁ@�f97�N2���`7���@4000H
�����E�A���~�n�˂̐��\�]���������@�E�����ѕ]������

